processbuild
What is MrP
Materials requirement planning is a software system designed in the early 20th century to improve the productivity of businesses and was one of the first systems used to create a lean manufacturing system.
What is MRP?
Materials requirement planning system includes production planning, scheduling, and inventory control systems used in tandem to manage the manufacturing processes. Materials requirement planning systems use backward engineering to understand the inventory requirement using a finished goods plan.
MRP Systems help answer three major questions about inventory and raw material:
What is needed? How much is required? When is it required?
What Are the Inputs of MRP?
Master production schedule (MPS) (What do we need to make?)
Bill of materials (BOM) (What resources do we need to make it?)
Inventory status file (ISF) (What have we got on hand?)
Demand (What materials do we need to order?)
Bill of Materials
Bill of Materials (BOM) is an extensive list of raw materials, components, and assemblies required to manufacture or repair a product or service. It helps to identify how each product will be manufactured, its subcomponents, the production sequence, and the total quantity of the finished product. BOM pulls this information from product design documents, workflow analysis, and other manufacturing documentation.
In addition, it specifies the relationship between independent and dependent demand. Independent demand (end product) originates outside the plant. In contrast, dependent demand (components) is generated within the plant and refers to the need for the elements concerning the independent demand.
Master production schedule
The MPS refers to the quantity and timing of all end goods produced over a specific time. It is generally developed through customer orders, demand forecasts, and sales plans. MPS helps meet the market demand by identifying the total production quantity of each product and when it needs to be produced. In other words, it is the production schedule for finished goods, (derived from current orders), plus any forecast requirements. MPS can be viewed by day, week, or month.
Inventory status file
The ISF keeps a record of all the critical information on a company’s inventory in real-time. It lets managers know the stock in hand, the location of the inventory, and the overall status of the inventory. In short, this file provides data of all the items controlled by the MRP system. MRP systems use this information to maintain an accurate accounting of all inventory transactions. ISF also contains the unique identification number, quantity on hand, safety stock level, allocated quantity, and procurement lead time of all items. Procurement lead time refers to the time needed to procure an item once an order is placed for the item.
Outputs of Materials Requirement Planning
The major outputs of a material requirement planning system are order Scheduler, Inventory Forecasts, purchase planning, System Performance Report and Inventory items that require urgent attention.
How Does Materials Requirement Planning work?
An MRP system uses the master production schedule as its base or starting point. Next, it pulls information about the schedule of finished goods. After acquiring details about the finished goods schedule, it takes the information to the bill of materials (BOM) it creates the gross requirement for all components parts.
The MRP system cross-checks this bill of material against the inventory status file, which contains all the stock on hand. It then subtracts the gross requirement from the on-hand balances and open orders, yielding the components’ net requirements. If the IFS falls short of some components, new purchase orders are opened for those components and allocated to the job automatically.
You have information about the number of components needed and when required to complete finished goods production on time. By subtracting lead time from the due date for each part, the system determines when the order needs to be placed for each component to avoid delays in the MPS.

Why does your company need a Materials requirement planning system?
Materials requirement planning helps to give visibility into the inventory requirements to meet the demand efficiently. Without a system to track these items, visibility and responsiveness decreases leading to:
- Overstocking leads to holding or ordering too much inventory, increasing carrying costs and cash stuck in inventory, reducing liquidity and free cash flow for the company.
- Understocking would lead to stockouts, lost sales, and panic buys leading to higher raw material costs in the long run.
- Disruptions in the production process causing an increase in productions costs and decreased out and capacity utilization.
Materials Requirement planning helps to:
- Reduce in-stock level and release cash tied up in inventory, thereby reducing hold and storage costs.
- Use demand planning to improve procurement cycles to ensure the availability of resources for production
- Minimize disruptions in the production process by providing the right resources at the right time.
Limitations of an MRP system are:
- Incorrect supplier and manufacturing lead times lead to wrong MRP calculations
- It cannot work on unreliable inventory data as it works on garbage in, garbage out systems.
- Product structure must be assembly oriented
- The success of an MRP system depends on the accuracy of the input data.
Manufacturing Resource Planning (MRP II)
Manufacturing resource planning builds on the concept of materials requirement planning by integrating materials and inventory management with all dynamic functions such as finance, sales, and human resource management to give you complete control over the manufacturing process. As a result, MRP systems help companies understand operational capabilities, speed up production, and get the product out the door faster and in a more efficient manner.
While the initial MRP systems mainly focused on materials planning, MRP II systems have much high functionality and help create more helpful forecasts, What If scenarios (sensitivity analysis) and plan more effectively for contingencies. In addition, MRP II systems can handle larger data sets, more variables, and information to aid in more effective decision-making to control costs and become more productive.
Manufacturing resource planning can integrate the output from these functions into financial reports, such as the business plan, purchase commitment report, shipping budget, and inventory projections. In addition, this integrated information system speeds up the decision-making process for top management by integrating centralizing and processing information related to the manufacturing process.
Manufacturing resource planning is especially relevant in industries where there is volatile customer demand, unpredictable customer requirements, and complex product structures.
Objectives of a Manufacturing resource planning system:
- Ensuring availability of raw materials for production at the right time at the right place
- Making sure products are ready and available for delivery to the customer
- Planning manufacturing activities, delivery schedule, and purchasing-related activities.
What is a closed-loop MRP system?
A closed-loop MRP system incorporates a feedback loop from the executive functions to ensure that planning is valid. It allows for plans to be checked against capacity and availability of materials to identify whether the planning is viable and realistic.
Inputs of MRP II
The essential inputs to create an accurate closed-loop MRP system are:
- Materials requirement planning
- Rough Cut capacity planning
- Work Progress feedback
- Resource Availability
- Resources allocation schedule
- Batch and lot-sizing rules
- Sales order/ Work orders/ Job orders
- Costing details
- Inventory details
Outputs of MRP II
- Purchase orders
- Material plans
- Production schedule
- Work orders
- Reports
Why does your company need a Manufacturing Resource Planning system?
Manufacturing Resource planning takes materials requirement planning to the next level by integrating other essential functions like sales, finance, and human resource management. This provides better visibility into the manufacturing process and helps create an integrated system that increases connectivity between the front office and manufacturing unit.
MRP systems help to:
- Assure you that materials and components will be available when needed
- Minimized inventory levels
- Reduced customer lead times
- Optimized inventory management
- Improved overall customer satisfaction
How does MRP help your business?
- Manage Resources
MRP systems help to ensure the timely availability of raw materials. They also help manufacturers make informed decisions about labour requirements, equipment planning, and operational asset management. - Real-Time Inventory and Stock overview
Inventory management systems help companies improve their stock levels and manage inventory effectively. They help determine the minimum and maximum stock level, reorder points, and inventory consumption protocols to prevent understocks, overstocking, stockouts, and wastage. It also helps automate stock and inventory-based transactions like allocation, balance calculations, costing and inventory analysis. - Purchase planning
Purchase planning requires an automated system to track production steps and identify purchase requirements. Purchase planning also helps improve purchase cycles and maintain healthy cash flow.
Manual purchase planning often leads to panic buying, increased raw materials cost, and problems in logistics. Our MRP system balances short and long-tail supply chain components to reduce purchase-based risks. It helps to eliminate expedited charges by calculating production based on the balance of variables. Optimize workflows by supplying the production process with necessary materials. MRP systems help reduce the complexity of the modern supply chain by aiding in vendor relationship management, track landed and associated costs, and vendor POS systems. Purchase planning helps make informed purchasing decisions as well as negotiate favorable contracts with the vendors. - Data Management
MRP systems can record and process a large volume of data, enabling you to make informed business decisions based on hard facts and data rather than guesswork. - Improve Production planning
MRP systems aid in detecting bottlenecks in the production line due to scarcity of materials and reroute production according to availability of materials. It helps to keeps the production line running even with material constraints. - Saves Time
MRP systems help automate purchases, inventory management, and production management tasks. In addition, high levels of accuracy of the system minimize human intervention and save time.
Advantages of an MRP system
Manufacturing planning and control
- Better control of inventories
- Improved scheduling
- Productive relationships with suppliers to reduce component shortages
For design/engineering:
- Improved design control
- Better quality and quality control
For finance and Business
- Reduced working capital for inventory
- Improved cash flow through quicker deliveries
- Accurate inventory records.
- Improve customer satisfaction
- Better cost estimation
Manufacturing performance
- Reduce production and delivery lead time
- Meet the delivery promise
- Reduce overtime
- Reduce manufacturing cost
Disadvantages
- Reliance on input data accuracy (garbage in, garbage out)
- Costly to implement
- Lacks flexibility when it comes to the production schedule.
MRP I vs. MRP II vs. ERP
- MPR II is a complete replacement for an MRP I since it contains all the functionality of its predecessor like inventory management and core scheduling, plus more critical functions like forecasting, capacity management, quality, and reporting.
- MPR I systems are focused on managing orders and purchasing. In contrast, MRP II systems focus on addressing the flow of materials and production capacity while considering the relationship between these two variables.
- MRP 1 is simply about ensuring materials management in relation to providing specific components in a specific volume at a particular time. MRP II systems handle all aspects of manufacturing, such as ordering, tracking, and ensuring capacity.
- ERP systems were built on the functionality of MRP II systems and are generally more expansive in terms of functionality and modules. ERP typically includes modules well outside the scope of manufacturing, whereas its predecessors solely focus on manufacturing systems. ERP systems are usually viable for large companies compared to small manufacturers due to their cost and functionality. For small manufacturers where there aren’t a lot of moving parts, ERP systems might be unnecessary, and MRP systems will be a better option.
| MRP I | MRP II | ERP | |
| Master Production Scheduling |
✓ |
✓ |
✓ |
| Bill of Materials |
✓ |
✓ |
✓ |
| Inventory Management |
✓ |
✓ |
✓ |
| Machine capacity scheduling |
✓ |
✓ |
|
| Demand Forecasting |
✓ |
✓ |
|
| Quality Assurance |
✓ |
✓ |
|
| General Accounting |
✓ |
✓ |
|
| Core Financials |
✓ |
||
| Customer Relationship management |
✓ |
||
| Supply chain management |
✓ |
||
| Human Resources |
✓ |
||
| Enterprise asset tracking |
✓ |
||
| Marketing Automation |
✓ |
||
| Project Management |
✓ |
Implementing an MRP system
MRP implementation is complex and time-consuming, so many companies fail to implement an MRP system successfully. Implementing an MRP system is all about planning and executing using agile methodologies. Fitting your systems to off-the-rack software takes time and complex integrations.
Step-by-Step implementation guide
- Ask critical questions.
- What are my requirements?
- Why do I need an ERP system?
- What is my timeline?
- How much disruption can the production process handle?
- How much time can we spare for training and education?
- What are the key issues we are facing?
- Can an MRP system solve these issues?
- How much will this solution cost?
- Do we have the capacity and resources to implement this solution?
Answering these questions will help you with your current position. - Educate management on the benefits and costs of implementing an MRP system
It is crucial to have all the people on board when implementing an MRP system as it will affect the working of the entire company. C-suite officeholders are concerned with achieving organizational goals on a higher level and hold the decision-making power. The middle-level managers are responsible for the implementation of the system. The shop floor workers are the ones who will be using the system, and hence they need to be educated and consulted about the procedure. Most failures can be attributed to a lack of management involvement and poor attitudes toward the system [20] in which the management is unable to maintain the implementation project at the highest priority - Create an MRP project management team
Creating an MRP project management team requires people from all levels of the company. The person running this project should be the one most closely involved with managing the manufacturing process in its entirety. The facilitator of this project should be someone from the C-suite level to provide all the resources needed. A qualified candidate for this would be a COO or a CFO with operations management experience. It is crucial to involve the production managers, engineering heads, and operators to understand the critical production issues since they best understand the manufacturing system. - Determine the best MRP system that fits your needs
An MRP system comes in all shapes and sizes. Therefore, it is essential to understand which is the best solution for your problems. Not all off-the-rack systems will solve the same issues. For example, the best inventory management solution for a small business will differ from a large corporation’s best inventory management solution. Therefore, it is vital to study the system or hire an MRP consultant to help you find the best system that fits your scale and capacity. - Create a list of inputs for the system
MRP systems follow the garbage in garbage out principle, meaning that the system output will be the same quality as the input. Therefore, it is important to ensure that the MRP system’s inputs are decided and organized in advance. Furthermore, a company working on a legacy system often faces difficulties connecting to an MRP system to pull information from these legacy systems. Therefore, it is essential to decide whether to keep these legacy databases or upgrade to newer ones for information management. Therefore, auditing and optimizing all databases and business processes for an MRP system are crucial for successfully implementing an MRP system.
Suppose the company cannot maintain a 95%-98% accuracy of inventory and bill-of-material (BOM) records. In that case, it will become impossible to complete the critical elements of MRP II, such as the master production schedule (MPS). - Plan and execute test runs
Do not jump into implementation of the new system and turn off your legacy systems. It is essential to run both these systems side by side to see how well the new system can handle the transactions and load. Planning and executing test runs simultaneously helps identify errors and issues in the system without causing disruptions to the current system and lead to the smoother implementation of the system.
Performing the tasks will help the company understand if the software can solve its problems and is useable by the staff. - Training and Education
Training the staff to use the system in the testing stage is key to a successful implementation system. Since these people are the ones who are going to be the ones using the software daily, it is crucial to get their feedback on the usability, productivity, and efficiency of a system. Training will also help the company manage this change more efficiently rather than sending out a last-minute memo about a difference in the system. - Create a project plan with strict deadlines and budgets
Like all complex projects, MRP implementation projects need a detailed project plan with accountability, milestones, deadlines, and budgets. Project planning gives you an idea of timelines and the required resources to implement the system. - Commit time and resources
The next step is to assign time and resources to the project to ensure that the team has the necessary support. - Modular Implementation
The quickest and most efficient way to implement an MRP system is in a step-by-step manner. Modular implementation gives time to train the staff and educate them about the system slowly. However, implementing the system in one go will cause massive disruptions and resource drain. - Systems Review
Once you have implemented the modules, it is essential to test and review the performance of the module against the goals and KPI’s. Reviews help identify if the system can deliver the desired performance levels, user issues, and, if required, further training
Why do MRP projects fail, and how to avoid these mistakes?
- Overkill
Many small businesses implement large systems which are too costly and complex due to their sheer size. Over-investing in an MRP system will lead to cash flow crunches, resource shortages, and inefficient implementation. Most small businesses only need a handful of solutions to solve a handful of critical problems. Therefore, it is crucial to identify the fundamental issues that require an MRP system and then decide on the key MRP modules to implement. Modular implementation of a plan gives you a safety net. It’s like dipping your pool in the water before jumping in it.
- Insufficient planning and assessment
Do I need an MRP system just yet? Can I afford it? Do I have the capacity to implement an MRP system? Jumping into management fads without answering these questions often leads to hurdles and resource crunches later in the implementation process, leading to implementation failure. Therefore, it is crucial to analyze the current position to determine the solution for the company. In a dynamic business environment, the longer the implementation process, the higher the chances of failure since it becomes difficult to keep people engaged in such long-term implementation projects.
- Resistance to change
People are the main obstacle to a successful MRP implementation. Your staff may view an MRP system as job killers due to their ability to automate certain aspects of the production process, leading to organization members sabotaging the project to continue business as usual and protecting their jobs. Therefore it is essential to use a classical approach to organizational change and involve as much affected personnel in the planning, designing, and implementation stage. Involvement in implementation will make them a part of the decision-making process. Educating staff and training them will help them understand how the MRP system can help them do their job more efficiently and contribute to its growth. An open channel of communications and education about the benefits of MRP will aid in the change management process.
- Lack of Training
The idea of sudden implementation is often the cause of failure as it makes it difficult for the staff to adapt to the system and perform their regular duties efficiently at the same time.
Therefore, training staff in the testing phases and providing them with the necessary skill set is imperative to successfully implementing the system since they will be using the system.
Management often overlooks training & skill development for MRP systems in the implementation phase, resulting in inadequate and incomplete training. Since training and education also aim to change people’s behavior, lousy training will lead to non-conformance to the objective of implementation.
- Unstructured Approach
Projects as complex as MRP implementation require proper project management. Complex projects require a project team or implementation committee to oversee the project, deadlines, cost and provide the necessary resources for successful implementation. Unstructured approaches lead to deadlines piling up, milestones getting pushed, and increasing costs for the company, which will throw off your cost to benefit ratio of implementing the system.
- A lazy approach to implementation
An MRP implementation is as complex as redesigning your production process with added variables to it. If the project is not taken seriously, it will fall apart quickly due to its complexity and cost. Seamless and efficient implementing an MRP system requires a dedicated effort from the whole company, including top management and floor level staff.
How to choose the best MRP system for your company?
- Size of the company
Generally, an MRP system works well for a small business and is cheaper to implement than an ERP system. It is also simpler to implement an MRP system as ERP systems are vast and complex to implement. ERP systems are made for large-scale companies that can afford to invest money and implement large complex systems. ERP systems require complex databases and heavy processing systems that are pretty costly. The best option for small businesses is to start with an MRP II system and then move on to an ERP system as they grow. - The functionality of the software
ERP systems are built on top of MRP II systems and are very expansive since they are typically made for large companies. On the other hand, MRP II systems are confined to the manufacturing process and are less generally more affordable. Therefore, if an MRP system can provide you with the solution you are looking for, small businesses should implement an MRP system and then get it customized to their needs. - Inventory Control
One of the core functionalities of an MRP is inventory planning. The best MRP systems for small businesses are the ones that have robust inventory planning modules and give you complete control over your inventory management system. Some of the must-have features are real-time stock adjustment, tracking of products and raw materials, and the ability to automate procurement by setting Reorder points (ROP) - Reporting the cost of production
MRP systems must be able to automate the tracking of production costs through the production process. An MRP system must accurately determine the cost of production to help you make sensible and informed pricing decisions. - Capacity for Production planning
Production planning is the most crucial element in creating an efficient manufacturing system. A sound MRP system comes equipped with an easy production planning system that helps you determine the resources needed to meet independent demand, including labor and machine capacity. - Seamless
It is vital to have a dashboard that helps you view all the information in an organized manner and use the system quickly. A digital strategy that is easy to use increases the likelihood that the system will successfully meet the company’s goals. - User-friendly interface
Often the success or failure of a system depends on the people who are using the system. Therefore, an MRP system must be easy to use so that it is easy to train the staff to use the system properly. - Integration
It is vital to choose a system that will interact and pull data from your legacy systems while also connecting to third-party systems that you may wish to integrate in the future. A close-ended MRP system generally makes it difficult to integrate existing or new software into your production system. Therefore, it is crucial to choose flexible MRP software to fit in with your integration requirements.
Elements of an MRP system
- Business Planning
Business Plans are created in dollar value and grouped by product family refers to creating:- A long term strategy
- Revenue, costs, and profit objectives supported by budgets
- Projected balance sheet and cash flow statement
These plans are translated into execution plans using production planning/sales and operations planning.
- Production Planning
Production plans or sales & operation plans are tactical plans used to set the overall output of the manufacturing process to achieve the sales target best while meeting the general business objectives like profitability, customer satisfaction, and on-time delivery, etc. It is crucial to compare the sales to the production capabilities to formulate a viable business strategy that will include prediction plans, budgets, financials, and plans for materials and workforce requirements. The primary purpose of a production plant is to achieve a stable production rate and productive efficiency that will enable the company to satisfy overall demand by raising, maintaining, or lowering the inventory backlog while maintaining a regular supply of other resources like labor, cash, and machines. Production plans are the central hub for any manufacturing company. They hence are prepared by a team of people from marketing, manufacturing, sales, engineering, finance, inventory management, and other essential departments. - Master Production Scheduling
Master production scheduling refers to developing a master production schedule that reflects what the company plans to produce in quantity, configurations, and dates. It used creating forecasts, production plans, customer demand, production backlog, material & capacity availability, and organizational goals. - Sales Forecasts
Sales forecasts are estimates of future demand constructed using quantitative, qualitative methods or a combination of both, based on internal and external factors affecting market demand. Sales forecast helps identify the four components of demand: seasonality, cyclicity, randomness, and trends. - Capacity Planning
Capacity planning is the process of determining the total capacity required to produce the goods needed to meet the entire demand successfully. The type of forecasting depends on the level it is performed at:- Resource requirement planning or resource planning: Refers to the process of establishing, measuring, and adjusting limits or levels of long-range capacity performed at a business plan or product-line level. It is usually based on the production plan and used to create the bill of resources that help plan for resources that take a long time to acquire.
- Rough Cut capacity planning: It is performed at a master scheduling level and used to convert the master production schedule into the requirement for critical resources like machinery, labor, warehouse space, suppliers, and money.
- Production Scheduling
Production scheduling is the process of developing a production schedule using the production plan. Scheduling helps to efficiently execute the production plan depending on delivery dates, urgency, resource availability, and other factors. It defines every production run, the quantity, and the timing of production. - Bill of Materials (BOM)
The bill of materials is created from the finished goods schedule data provided by the MPS. It contains a listing and quantity of all the sub-assemblies, parts, intermediates, and raw materials used to produce the items listed on the MPS. In addition, it helps to determine things for which production orders or purchase requisitions need to be released. BOM can be an indented, single-level, modular, transient, matrix, or costed BOM. It is also called formula, recipe, or ingredient list in specific industries depending on the product. - Materials Requirement Planning
Material Requirements Planning is responsible for resource allocation and job release functions. It releases material onto the shop floor and converts them into scheduled receipts. The output of materials requirement planning is the job pool, which consists of planned order releases. - Capacity requirement planning
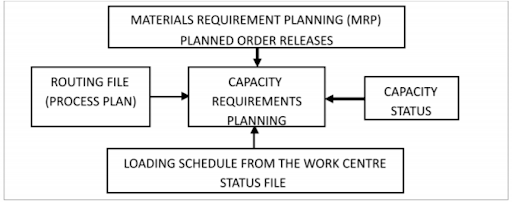
CRP helps to match the MPS to the available resources in the production process. It helps determine the quantity and nature of labor, production machinery, operation management unit, and other resources required to meet the production objectives of the MPS and Materials requirement planning. It uses shop orders from the MRP system to track part routings and time standards to determine work hours by work center. Sometimes RCCP and CRP may differ due to the addition of time as a variable when determining the availability of resources at this level.It also helps the company understand how much it needs to produce and whether or not it can meet those production goals given the available resources. Therefore, small businesses must conduct CRP regularly to cope with changes in supply and demand.
CRP Inputs:
- Planned orders and release orders from the MRP system
- Loading information from the work center status file
- Routing information from the shop routing file
- Modify capacity and provide alternative routings or planned orders.
CRP Outputs:
- Rescheduling information that requires capacity modification
- Revision of the Master Production Schedule (MPS)
- Verification of planned orders for the MRP system
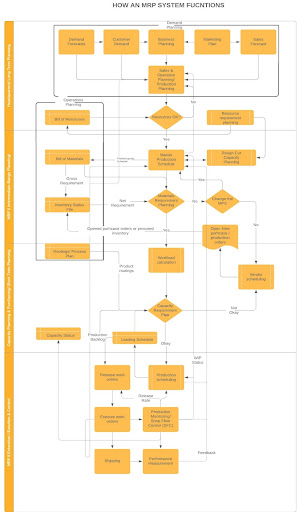
- Load reports Keeping in view the above discussion; the following diagram provides the underlying logic of Capacity Requirements Planning (CRP).
Planning Stages of an MRP system
Step 1: General Long-Term Planning
Long-term planning ranges from 6 months to five years, including a monthly or weekly replanning. It is based on the product mix and performed at a corporate level as it affects all the manufacturing facilities owned by the firm. Forecasting helps to determine future demand, capacity requirement, machinery, and personnel. Resource planning is used to determine the capacity requirements over the long term to make decisions about expansion plans. Finally, aggregate planning determines production level, staffing, and inventor requirements over a long time based on the planning period and product mix.
Step 2: Detailed Intermediate Planning
Intermediate planning is performed by the production management team at the plant level and helps define the different functions during production. This stage involves Master production scheduling (MPS), Materials requirement planning, Bill of resources, rough-cut Capacity Planning, and capacity requirement planning. Demand management refers to converting the long-term demand forecasts into a detailed forecast, tracking individual customer orders. MPS is the source of demand in an MRP system as it provides the system with information about quantities and due dates of the independent demand of orders. Finally, rough-cut capacity planning runs a quick check on all the available resources to determine the feasibility of the MPS.
Short Term Planning
Short-term planning is used to manage released work orders and purchase orders while executing the production schedule. It ensures the timely completion of a work order in the correct quantity and specifications. Purchase orders are meant for external manufacturers or outsourced processes, whereas Shop floor control is for internal manufacturing processes. The function of short-term planning is to ensure efficient job dispatching while maintaining input and output controls.
Job Dispatching refers to the rules for queuing jobs at a workstation on the production floor to maintain data integrity, reduce delays and lead time, maximize machine utilization, and maximize throughput of a process. Some examples of job dispatching rules are Shortest Process time, Least Slack, critical ratio.
Input/Output control checks release against available capacity at any given time. Shop floor control systems compare actual WIP levels to pre-determined WIP. Depending on the WIP level, SFC can alter the release rate of work orders by adjusting the MPS until the process can achieve the correct rate, given the state of the production process.
How does MRP II work?
Stage 1: Production & Demand Planning
MRP II systems synchronize all aspects of the business. The system helps coordinate sales, purchasing, manufacturing, finance, and engineering by adopting a focal production plan and using a unified and centralized database to plan and update all systems’ activities.
The process starts with creating a production plan that will specify the monthly production level for every product line for the next one to five years. It is made using the business plan, marketing plan, sales forecast, demand forecasts, and customer demand. Since a production plan affects all functional departments in a manufacturing company, it must be developed in coordination with all important departments like strategy, marketing, sales, finance, HR, Inventory management, production planning. Production will ensure it meets the production levels, and sales will be expected to sell at the production level so that the company can reduce the holding cost of finished goods and improve finished goods inventory turnover. Finance must ensure adequate resources are available to achieve these goals.
Master production scheduling is a process that converts the production plan into a master production schedule. MPS uses information from production strategy diversifications and sales, budget, stock level, forecasts, customer orders, and sales orders to create the finished goods schedule and the weekly quantities of each product line to be manufactured.
RRP systems cross-check the resource availability to determine if adequate resources are available to meet the independent demand. If resources are unavailable, the system reverts to the business planning and MPS stage to readjust the MPS to fit resource availability. In case the resources are available, the MPS then moves to the materials planning stage.
Stage 2: Materials Requirement planning & Capacity Requirement planning
Materials requirement planning pulls information from the bill of materials, stock, work in progress, handling rules, and lead times to determine the total material required to fulfill the independent demand. It then compares the gross requirement against the in-stock level, gives out the net requirement. If there is a shortage, the system automatically creates purchase orders to procure the necessary material and places an order based on calculated lead time to ensure the availability of materials when needed.
Capacity requirement planning uses planned order releases, existing WIP positions, routing data, and capacity and lead time for work centers to provide a more detailed insight in the capacity check than rough-cut capacity planning. It performs infinite forward loading to predict loading over time using the expected job completion time for each process given the fixed lead time. It corrects over and underloading by comparing loading values against the available capacity.
Stage 3: Production Scheduling
Once material planning has been completed, the next step is to create a production schedule. Scheduling is a more in-depth version of production planning. First, the system will determine the optimal production runs based on resource availability, lead times, delivery dates, and throughput. Next, the system calculates the workloads by using the schedule, routing, workstation, capacity, and efficiency-related information. At this stage, the system again cross-checks for available resources. If there aren’t sufficient resources to execute the production schedule, the system goes back to the production planning stage to create a more efficient and achievable production plan.
Stage 4: Production Execution & Control
Suppose there are enough resources to execute the production schedule. In that case, the system will create a loading schedule that determines the release rate of work orders depending on available capacity at each workstation.
Work orders and purchase orders are created based on the manufacturing schedule. Resources are then allocated to each job using a resource allocation system. The resource allocation system ensures sufficient resources are available for each job to be executed efficiently.
The system then monitors the production process to account for materials consumed, rejects, defects, final output, and other production-related information using the production tracking system.
SFC is responsible for controlling job dispatch and input/output controls. It determines the job dispatching rules and reconfigures the queuing rate. Shop floor control systems also help determine the WIP status and readjust the MPS work orders depending on available capacity at each workstation to achieve the optimum work order release rate.
Next, the system measures the performance of the production process using metrics such as throughput, lead time, and yield and creates reports based on these metrics to improve production planning and execution. This performance data is then sent to the production planning stage to provide feedback about the quality of production planning. The feedback system keeps all relevant departments informed about operations progress, enabling them to adjust agreeably to changes in the production of the plan. Thus, careless vendor delivery, machine breakdowns, or customer requests for a quicker delivery of an order will be fed back into the requirements planning system to modify all the schedules for related sub-components.